There is an old saying in operations management; “You need to manage your supply chain, or it will manage you.” Few fields in your MRP system impact the amount of inventory in your supply chain as much as lead time. The chances are high that even if your company does not yet own the inventory in your supply chain, you are responsible for it. This blogpost will review and discuss all of the components that make up lead time.
As we will see, there are eight segments of lead time and at least seven of the eight are not controlled by your suppliers. In order to truly understand and improve lead time companies need to discretely measure and track each lead time component. The data will be used to track the performance of the supply chain and analyze the root cause of issues when the supply chain underperforms. Below, we will look at lead times as they relate to both purchased parts and manufactured parts and offer ideas on how to reduce each lead time.
Purchased Parts
To effectively complete a purchasing transaction four separate events need to be successfully executed. These events cover the time from when demand is triggered to when the purchased item is available for use.
They are:
- Pre-Processing Purchase Order (P.O.) Time
- Supplier Response Time
- Transportation Time
- Post-Processing Purchase Order Time
Pre-Processing Purchase Order Time:
This is the time needed from when an ERP system generates a P.O. Requisition to the time a P.O. is placed with, and acknowledged by, the supplier. Internal activities can include: P.O. creation & approvals, pulling technical drawings and specifications, ensuring correct drawing revisions are used, and executing engineering change orders, if any. Activities needed to be completed with the supplier include: agreed-to pricing, delivery dates, terms and conditions (T’s and C’s), testing requirements, and freight agreements. At some companies these activities could easily take up to a week, particularly if there is a need to go through the quoting process. However, mature supply chains will have these activities negotiated upfront; both internal and external. If this is the case, weeks of work can be replaced by an “Auto P.O. Process” driving this time down to zero or one day.
Supplier Response Time:
Of the eight lead times we will discuss, this is the portion of time least controlled by the buying organization. Supplier response time is often (wrongly) called supplier lead time. Nonetheless, it is traditionally comprised of the time for the supplier to plan, schedule, review capacity requirements, manufacture, test, Q.A., pack, and ship.
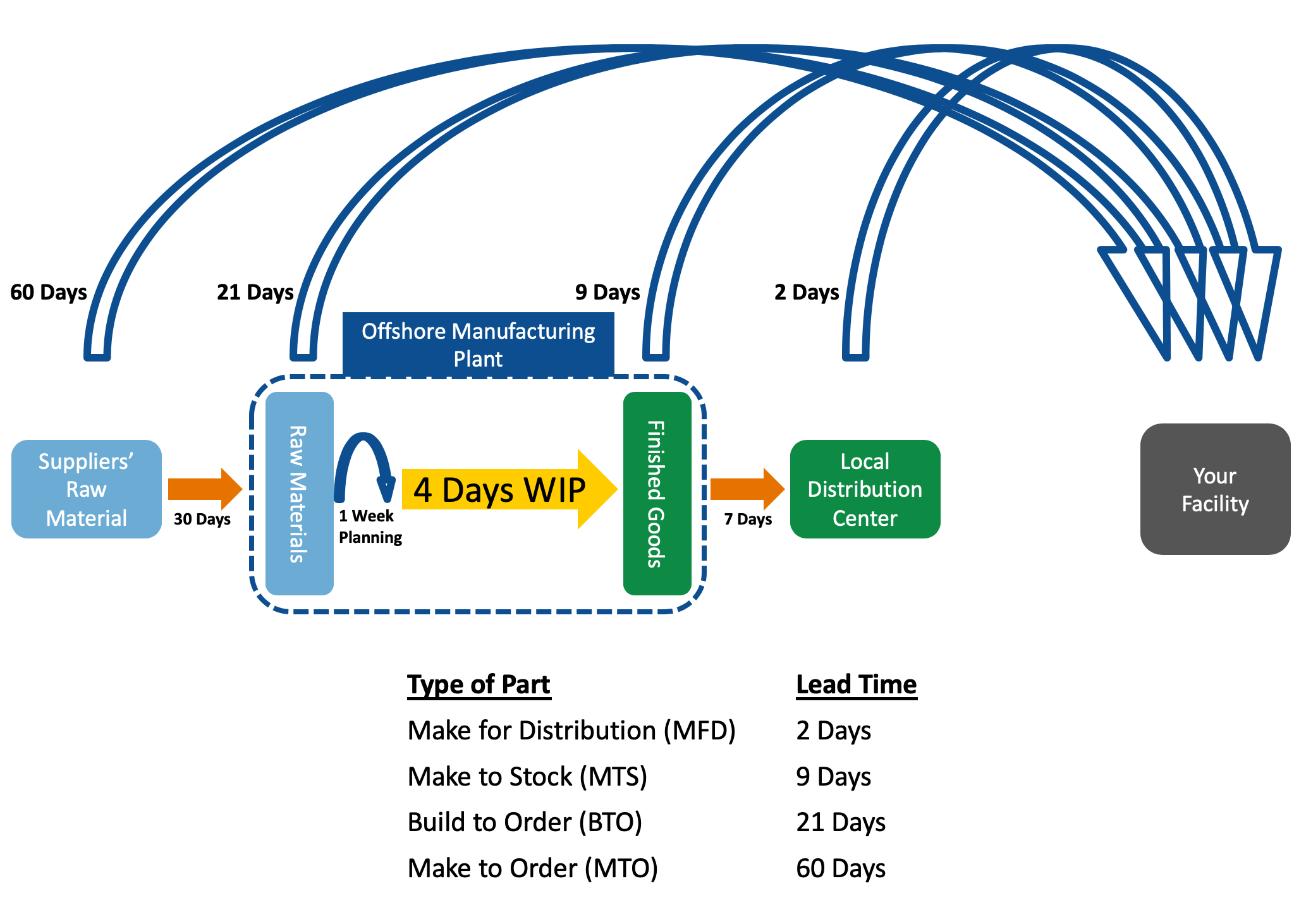
While it may seem like this if out of the control of the buyer, the reality is, the buying organization can greatly influence this time. On a supplier-by-supplier basis and on a part-by-part basis the buyer and the seller need to agree whether an item is available through local distribution centers (MFD), factory finish goods (MTS), are built-to-order (BTO), or are made-to-order (MTO). These agreements can easily take months of response time out of the supply chain and benefit both the supplier and the buyer.
Transportation Time:
Once again, the purchasing organization is in control of this activity. More often than not, it is the buyer who drives freight decisions and logistics. While costs often determine whether items are shipped by rail, truck, sea, or air, these decisions remain with the buyer and should be taken in the context of the entire lead time. A review of whether the item is MFD, MTS, BTO or MTO can greatly reduce transportation time.
Post-Processing Purchase Order Time:
This time covers the activities of receiving an item, inspecting, testing (if required), ensure compliance or create certifications, starting lot tracking, and putting the product away. Buyers who deploy a well-established Supplier Certification Programs can often reduce the time associated with these types of activities from weeks to days.
Manufactured Parts
Many companies don’t see manufacturing as part of their supplier chain. In reality it is the most important element of the supply chain. Manufacturing, like purchasing, has four independent activities that must be successfully executed. If companies have multi-level bill-of-materials (BOM) these four events will have to be repeated for each make level in the BOM.
They are:
- Pre-Processing Work Order (W.O.) Time
- Manufacturing Response Time
- Transportation Time
- Post-Processing Work Order Time
Pre-Processing Work Order Time:
This is the time needed to open work orders, kit parts as well as print drawings, work instructions and routers. Additionally, the Production Control organization uses this time to plan, schedule, review capacity requirements, sequence orders, execute the product wheel, minimize set-up times, and prioritize all work orders. This time too can be greatly reduced using Lean Flow Methodologies such as kanban material management, backflush routines, and order sequencing.
Manufacturing Response Time:
Simply put, this is the time from when manufacturing is asked to the start work to the time of completion. Sadly still, for most factories, parts sit 90% of the time. Many Lean Flow activities can be deployed to reduce this lead time from months to hours. Deploying concepts such as single piece flow, linking manufacturing processes, super market replenishment techniques, set-up reduction, in-process quality checks and in-process kanbans all can significantly improve the factories response time.
Note: Many ERP systems tie the response time to an items’ router. Be careful - if routers are used only for costing and not factory scheduling and/or capacity planning, the time required for the Manufacturing Response Time can be significantly misstated.
Transportation Time:
It is possible there can be little or no transportation time within a factory. However, this time cannot be ignored if there are multiple plants required to manufacture an item or if there are off-site finished good locations.
Post-Processing Work Order Time:
This is time for receiving, inspection, testing, and certification creation. This time period also captures the work needed to return the assembly to stock or to move the item to the shipping department. It is important to note that this work can also be reduced from days to a few minutes if in-process quality checks are designed into the manufacturing processes. Statistical Process Control (SPC) together with in-process quality check should fully eliminate the inspection process.
Takeaways
One takeaway is that in order to make improvements in the supply chain we must first understand all of the activities that make up total lead times. By categorizing and measuring these activities, in the various buckets, we can more easily identify areas of concern and engage in the proper activities to drive improvements.
Once the supply chain manager identifies the underperforming segment, well tested Lean Flow improvement techniques can be applied to the area requiring attention.
From a best practice perspective, it is important to focus on proper change management techniques that address the process, the people, and the technology. Technology and software are available that can quickly optimize inventory stocking levels. This technology allows user to run “what if” scenarios to simulate the impact of ever improving lead times.


